
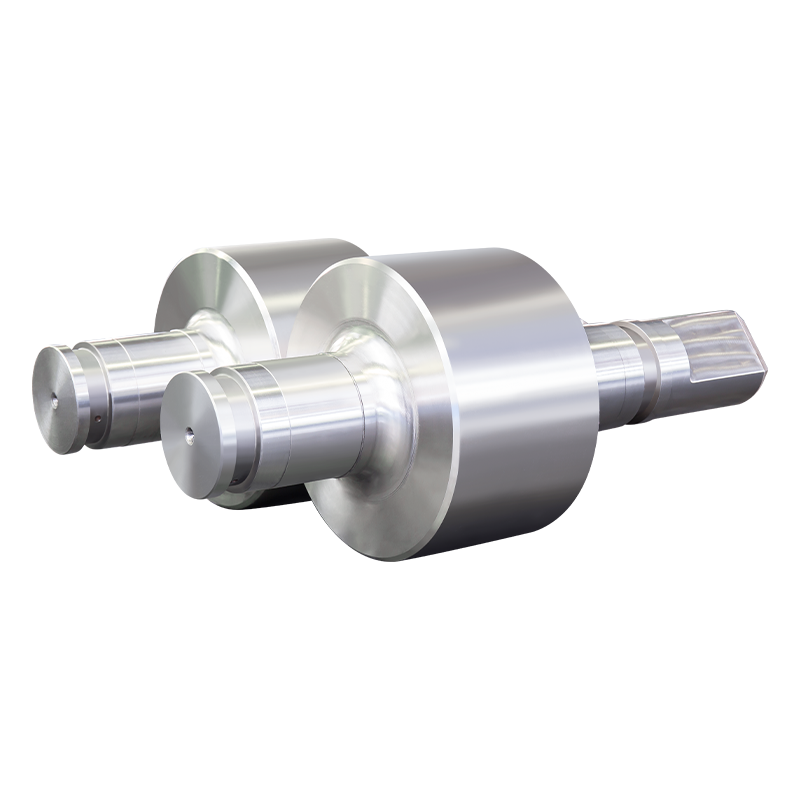
I det åskande hjärtat av ett rullande kvarn, där rött het stål är format och omvandlas, har varje komponent ett syfte. Bland de mest kritiska är arbetsrullarna - de massiva cylindrarna som direkt kontaktar och deformerar metallen. En angelägen observatör kommer att märka ett distinkt mönster: de robusta, ofta kraftigt ärr rullarna i de första grova stativen skiljer sig från de eleganta, polerade rullarna i slutbehandlingen. Detta är inte av misstag. Den rådande användningen av gjutjärnrulle I Roughing -stativ, i motsats till slutställningar, är ett avsiktligt val som är förankrat i grundläggande materialegenskaper, ekonomisk effektivitet och de specifika kraven i varje steg i rullningsprocessen.
En rullande kvarn är en serie stativ, var och en som innehåller ett par arbetsrullar, som gradvis minskar tjockleken på en metallplatta.
Roughing står: Dessa är de första ställningarna de materiella möten. Deras primära jobb är att bryta ner en stor, ofta rektangulär, göt eller platta i en mer hanterbar bar eller remsa. Detta steg innebär massiva minskningar av tjocklek, höga mekaniska belastningar och extrema temperaturer. Målet här är inte en perfekt ytfinish, utan snarare effektiv och kraftfull deformation för att fastställa grundprofilen och dimensionerna.
Efterbehandlingen står: Beläget nedströms får dessa stativ den förformade stapeln från grovbruket. Deras roll är precision. De tillämpar lättare, mer kontrollerade minskningar för att uppnå den slutliga dimensionella noggrannheten, mekaniska egenskaper och, avgörande, en högkvalitativ ytfinish på produkten.
Denna arbetsdelning dikterar mycket olika krav för rullarna som används i varje avsnitt.
Gjutjärn, särskilt betyg med nodulär grafit, är det material som valts för grovt stativ av flera viktiga skäl relaterade till dess inneboende egenskaper.
1. Överlägsen motstånd mot termisk chock och sprickbildning
Grovstativ fungerar i en termiskt brutal miljö. En vattenkyld, rumstemperaturrulle biter kontinuerligt i metall som glödar vid över 1 000 ° C. Detta skapar intensiv, lokal uppvärmning på rullytan, följt av snabb kylning från vattensprutan. Denna cykliska uppvärmning och kylning genererar enorma termiska spänningar.
Gjutjärn utmärker sig här. Dess höga kolinnehåll, som till stor del presenteras som fria grafitflingor eller knölar, ger det två fördelar:
Grafiten fungerar som ett nätverk av interna "sprickor" eller tomrum. Denna struktur stör i sig vägen för en förökande termisk spricka, stämmer med spetsen och förhindrar att den sprider sig tillräckligt djupt för att orsaka ett katastrofalt rullfel.
Grafit förbättrar värmeledningsförmågan. Det hjälper till att sprida en del av den intensiva ytvärmen i rullens kärna, vilket minskar den termiska gradienten och den tillhörande spänningen.
En smidd stålrulle, medan den är hårdare, är mer homogen och spröd under dessa termiska cykler. Det är mycket mer mottagligt för att utveckla "eldsprickor" - ett nätverk av små ytsprickor som snabbt kan fördjupa och leda till spallning (bitar av rullytan bryts av).
2. Exceptionell slitmotstånd vid höga temperaturer
Den allvarliga nötningen från den tjocka, grovskaliga täckta plattan skulle snabbt slitna ett mjukare material. Legeringselement som nickel, krom och molybden tillsätts till gjutjärnet för att bilda hårda karbider (t.ex. kromkarbider) i den metalliska matrisen. Dessa karbider ger en robust, slitstödande yta som tål de slipande förhållandena i grovprocessen under längre perioder, vilket säkerställer en konsekvent rullgap och dimensionell kontroll av grovbaret.
3. Inneboende dämpningskapacitet
Grafitinklusionerna i gjutjärnens mikrostruktur ger den en hög dämpningskapacitet. Detta innebär att den kan absorbera vibrationsenergi. I grovprocessen, där bitar kan vara ojämna och belastningar är chockliknande, minskar denna dämpning prat och vibrationer, vilket leder till en mer stabil rullningsprocess och mindre dynamisk belastning på kvarnmaskineriet.
Medan gjutjärns egenskaper är idealiska för grovsteget, blir de skulder i efterbehandlingen. Prioriteringarna växlar från brute force och hållbarhet till precision och ytfinish.
1. Oförmågan att uppnå en spegelfinish
De mycket grafitiska inneslutningarna som ger gjutjärn med dess termiska chockmotstånd är dess undergång för ytkvalitet. När en gjutjärnrulle används för att förmedla en slutlig yta, kan grafitpartiklarna riva ut eller smeta under de höga, lokaliserade trycket i de slutliga tunna reduktionerna. Detta skapar mikroskopiska brister på stålremsan. För många produkter med högt värde som yttre kroppspaneler eller apparior av bilar är detta oacceptabelt. Ytan måste vara praktiskt taget felfri.
2. Lägre styvhet och hårdhet
Efterbehandlingsstativ kräver extrem dimensionell precision, ofta inom mikron. Smidda stålrullar, med sina finare, mer homogena mikrostrukturer, har högre styvhet (elasticitetsmodul) än gjutjärn. De avleder mindre under den rullande belastningen och bibehåller ett mer konsekvent och exakt rullgap över hela remsan. Även om gjutjärn är hårt, kan avancerade smidda stålrullar behandlas för att uppnå ännu högre och mer enhetliga hårdhetsnivåer, vilket är viktigt för att motstå det mer förfinade slitage i efterbehandling och för att behålla en polerad yta.
3. Efterfrågan på en "ren bit"
Vid efterbehandling måste rullytan vara helt slät för att överföra en spegelliknande yta till stålet. Smidda stålrullar kan malas till en mycket fin ytfinish och underhålla den genom sin kampanj. En gjutjärnrulle, med sin heterogena struktur, kan inte poleras till samma nivå eller upprätthålla den som konsekvent under de rullande tryck på ytstativet.
| Egendom | Gjutjärnsrullar (för grovning) | Smidda stålrullar (för efterbehandling) |
| Termisk chockmotstånd | Excellent (Graphite stämmer sprickor) | Dålig (benägen att skjuta cracking) |
| Slitbidrag | Utmärkt (hårda karbider) | Överlägsen (Hårdare, mer enhetlig) |
| Dämpningskapacitet | Hög (Stabil under chockbelastningar) | Lägre |
| Ytfinishkvalitet | Dålig (grafit orsakar defekter) | Excellent (Kan speglas-polerad) |
| Styvhet (styvhet) | Lägre (More deflection) | Höger (Precise Roll Gap) |
| Ekonomisk kostnad | Generellt lägre | Generellt högre |
Arbetsdelningen i ett rullande kvarn är ett mästerverk av industriell optimering. Att använda gjutjärnrullar i grovstativet är en pragmatisk och mycket effektiv strategi. Det utnyttjar materialets överlägsna seghet, termisk chockmotstånd och slitegenskaper för att motstå den mest straffande fasen av operationen, allt till en konkurrenskraftig kostnad. Att använda en dyrare, mindre termiskt robust smidd stålrulle här skulle vara ineffektiv och leda till för tidigt rullningsfel.
Omvänt, krävde det omöjliga från gjutjärn i efterbehandlingen - en perfekt yta och högsta styvhet - komprometterar slutproduktens kvalitet. Övergången till förfalskade stålrullar för de slutliga stativen är en nödvändig investering i precision, kvalitet och yt perfektion.
I slutändan är den konsekventa användningen av gjutjärnrullar i grovt stativ ett bevis på en enkel, bestående teknisk princip: Välj materialet vars egenskaper är bäst lämpade för de specifika funktionella kraven i uppgiften. Det är ett val som säkerställer både den robusta tillförlitligheten som krävs för att starta processen och den utsökta precisionen som krävs för att avsluta den.
Copyright © Huzhou Zhonghang Roll Co., Ltd. All Rights Reserved.


 中文简体
中文简体 för stångverk")
 för Hot Strip Work Roller")
 för stångbruk")
 för sektionskvarn")
 för grovfräsning")
 för Intermedium Mill")
 för finishing Mill")
 för Pre-finishing Stand")